
Precision manufacturers don’t leave angular accuracy to chance. They rely on angle gage blocks as the foundation of dependable measurement. While digital tools have modernized today’s factory floors, angle gage blocks remain the trusted reference standard in calibration labs where traceable, documented accuracy is non-negotiable.
At F. D. Hurka Metrology in Charlotte, NC, we’ve supported manufacturers across nine Southeastern states since 1970. Over five decades, one truth has remained constant: angular accuracy isn’t a luxury; it’s a requirement.
With digital protractors, vision systems, and CMMs now common in quality labs, many teams ask whether angle blocks are still necessary. The answer is a confident yes.
Digital instruments measure. Angle gage blocks establish truth.
No screen, sensor, or software can replace a physical reference standard when it comes to calibration traceability. Every reliable measurement begins with a known, verified baseline. Angle gage blocks provide that baseline, delivering the confidence that every digital reading is accurate, defensible, and documented.
Technology evolves. Standards endure.
What Are Angle Gage Blocks?
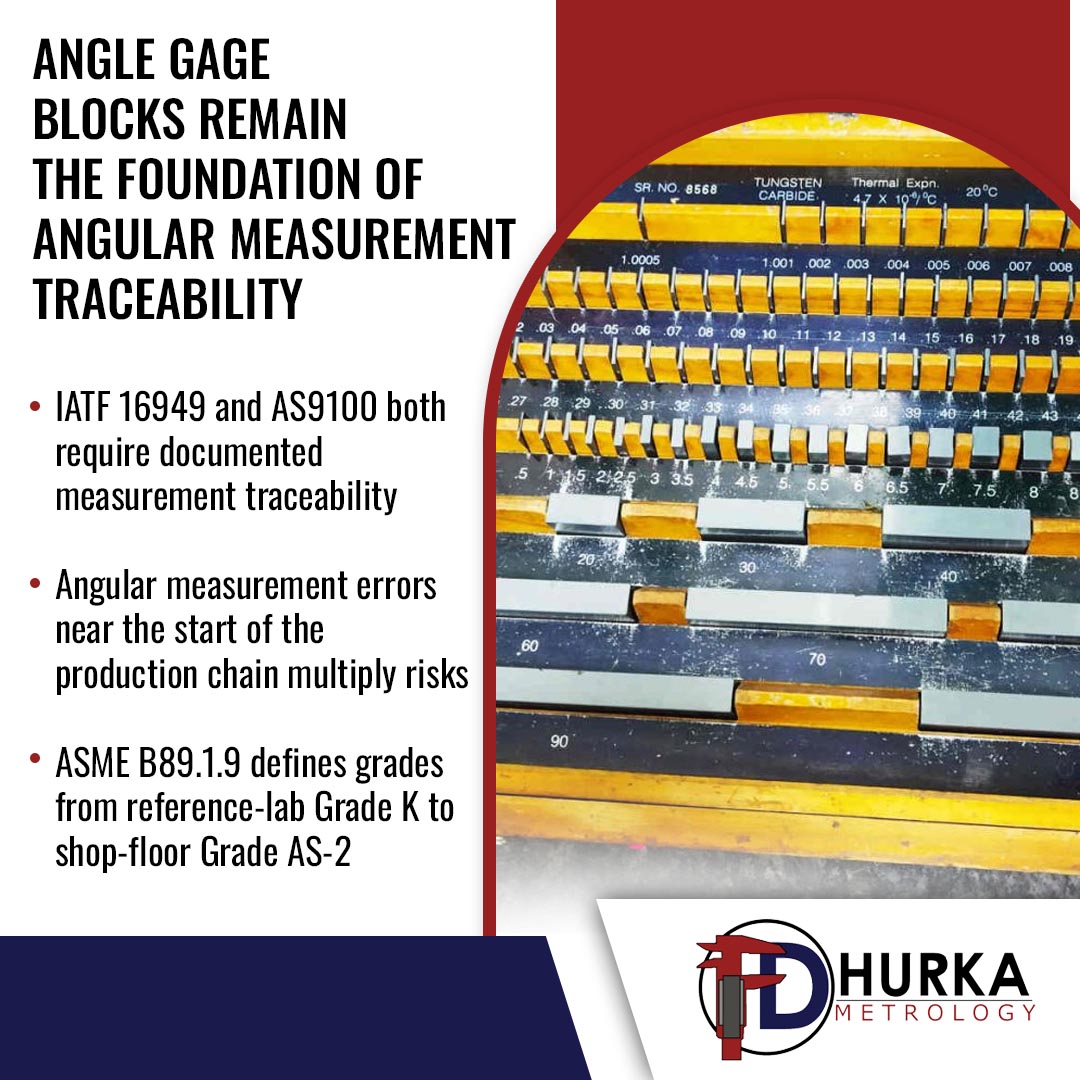
Angle gage blocks are hardened steel or carbide reference standards. Each block represents a precise angular value. They are used alone or combined to set, verify, and transfer angular measurements throughout a production environment.
Unlike linear gage blocks, which measure length, angle blocks measure degrees, minutes, and seconds of arc. According to the NIST Engineering Metrology program, angle blocks typically come in sets covering values of 1, 3, 5, 20, and 30 seconds; 1, 3, 5, 20, and 30 minutes; and 1, 3, 5, 15, 30, and 45 degrees. A complete set allows you to produce virtually any angle by stacking blocks together. This is the same wringing technique used with linear calibration gage blocks.
Why Angle Calibration Cannot Be Skipped
Every measurement downstream of a miscalibrated angle reference is wrong. This is the core reason angle calibration is non-negotiable in quality-driven facilities.
Here is what an unchecked angular error produces:
- Machined parts that fail assembly tolerances. A one-second angular error at scale can shift a surface by measurable amounts over longer spans.
- CMM errors. A coordinate measuring machine relies on calibrated reference standards. Without traceable angle calibration, CMM results carry unquantified uncertainty.
- Audit failures. ISO 9001, AS9100, and IATF 16949 all require documented calibration records for measurement tools. Angle blocks fall under the equipment calibration services requirements.
- Scrap and rework. Angular errors discovered at final inspection create expensive rejection cycles.
We see this play out frequently in aerospace and automotive work. A fraction of a degree in the wrong place fails a critical component.
How Angle Gage Block Calibration Works
Calibrating angle gage blocks compares each block’s true angle against a reference standard with a documented chain of traceability back to NIST.
The NIST Calibration of Angle Blocks publication (NBSIR 80-1967) outlines the intercomparison method used in accredited labs. The method assumes that when four angle blocks of the same nominal size are summed, the total must equal zero. This mathematical restraint allows the lab to detect errors and separate them among the test blocks.
In practical terms, the process follows these steps:
- Environmental conditioning. Temperature must stabilize at 20°C (68°F). Gage blocks expand with heat, and any temperature deviation introduces error.
- Reference block setup. A known reference block with a certified, NIST-traceable value anchors the calibration.
- Intercomparison. Test blocks are measured against the reference in multiple orientations. Data from each measurement combination is combined mathematically.
- Uncertainty calculation. Each result carries a calculated measurement uncertainty. This uncertainty is reported on your calibration certificate.
- Documentation. A calibration certificate records the measured value, the uncertainty, and the traceability chain.
F. D. Hurka Metrology performs this process under ISO/IEC 17025 accreditation. That accreditation means our calibration results meet internationally recognized technical competence requirements.
Grades and Selection
Not all gage blocks for calibration carry the same tolerance. ASME B89.1.9, the primary U.S. standard governing gage block specifications, defines multiple grades based on accuracy requirements:
| Grade | Typical Use |
| Grade K / 00 | Laboratory reference standards; highest precision |
| Grade 0 | Calibration and inspection labs |
| Grade AS-1 | Toolroom inspection |
| Grade AS-2 | Shop floor use |
Angle gage blocks follow similar grade logic. Laboratory-grade angle blocks carry tighter tolerances and are used as the reference during calibration gage block intercomparisons. Working-grade blocks are used on the production floor and returned periodically for equipment calibration services.
Choosing the wrong grade for your application creates either unnecessary expense or insufficient accuracy. Our team at F. D. Hurka Metrology can assess your application and recommend the correct grade for your process.
Calibration Intervals
Calibration intervals for angle blocks depend on use frequency, environment, and the accuracy demands of the application.
There is no universal interval that fits every facility. ASME B89.1.9 does not mandate a specific recalibration period. It differs from the user’s measurement system analysis and quality system requirements. However, most manufacturing quality systems default to annual calibration for gage blocks used in controlled environments.
Factors that shorten calibration intervals include:
- High daily use
- Exposure to shop floor temperature swings
- Frequent stacking and unstacking of blocks
- Evidence of wear on wringing surfaces
- Audit findings flagging measurement uncertainty
Factors that may support longer intervals include:
- Low-frequency reference use in climate-controlled labs
- Stable historical calibration data showing minimal drift
- Grade K reference blocks, used only for intercomparison
F. D. Hurka Metrology helps customers build calibration schedules based on actual data, not guesswork. We track historical calibration records and flag when a block’s measured values show a pattern of drift.
The Real Cost of Skipping Angle Calibration
Calibration feels like a line item. Skipping it feels like savings. The numbers say otherwise.
Researchers published through the Institute of Industrial and Systems Engineers (IISE) found that the cost of poor quality in manufacturing companies averages around 15% of the sales dollar, with a range from 5% to 35% depending on product complexity. For a manufacturer generating $5 million in annual revenue, that range translates to $250,000 to $1.75 million lost every year to quality failures.
Angular measurement errors sit at the start of that failure chain. A miscalibrated angle gage block does not produce one bad part. It produces bad parts across every run that references that standard until someone catches the error.
Quality costs fall into three tiers. Each one grows more expensive as the error travels further from its source.
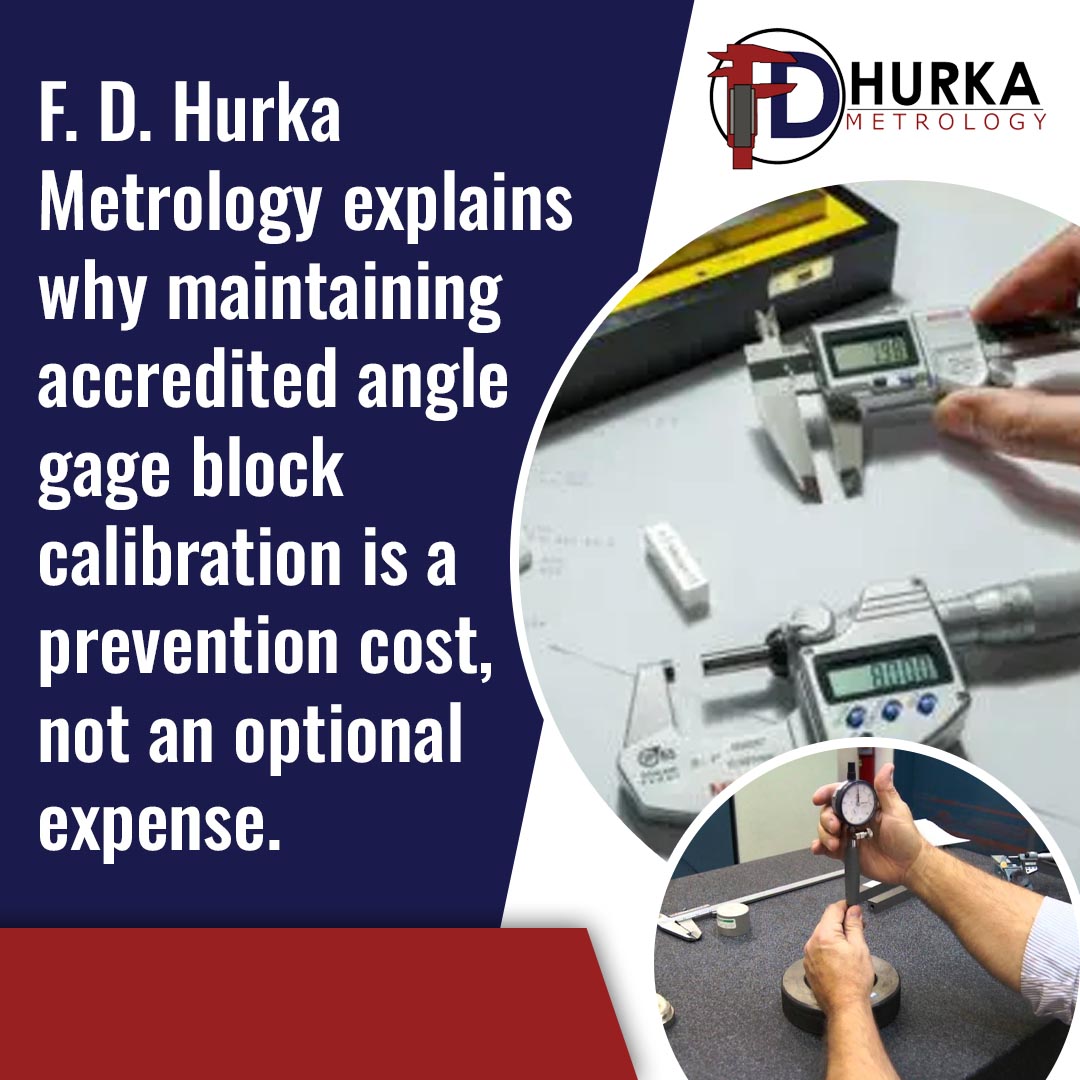
- Prevention costs are the smallest tier. This includes scheduled gage calibration, reference standard maintenance, and calibration documentation. These costs are predictable and budgeted.
- Internal failure costs occur when angular errors are caught before a part ships. Scrap, rework, re-inspection, and production downtime all belong here. These costs are higher than prevention costs and far less predictable.
- External failure costs are the most expensive tier. These occur when angular errors reach the customer. Warranty claims, product returns, audit penalties, and lost contracts follow. The IISE research notes that identifying quality issues early and eliminating them before they reach this stage is the core argument for investing in prevention.
The cost of a calibration service interval is a prevention cost. It is fixed, documented, and traceable. The cost of an external failure caused by an uncalibrated angle block is none of those things.
In-House vs. On-Site Calibration for Angle Blocks
Both options have merit. The right choice depends on your volume, your lab capability, and your production schedule.
In-house calibration provides:
- ISO/IEC 17025-accredited results
- Typical 3 to 5 business day turnaround
- Full documentation with NIST-traceable certificates
- Access to reference standards maintained at calibration-grade accuracy
On-site calibration equipment services make sense when:
- Instruments cannot leave the production environment
- Your facility has a large number of tools requiring simultaneous calibration
- Travel time to a lab would delay production
F. D. Hurka Metrology supports both approaches across our nine-state service area.
Angular Precision in Aerospace and Automotive Manufacturing
Automotive and aerospace applications push angle calibration requirements to their tightest tolerances. Engine components, landing gear assemblies, and transmission housings all depend on angular precision measured in seconds of arc.
IATF 16949 for automotive quality and AS9100 for aerospace both require measurement traceability and defined calibration intervals. Angle gage blocks used in these environments must carry certificates traceable to NIST. Equipment calibration services that fall outside an accredited system do not satisfy these audit requirements.
Our team has served automotive and aerospace suppliers across the Southeast for over 50 years. We understand what your auditors will ask for, and we produce certificates that meet those requirements.
What Our Customers Say
“I have been utilizing F.D. Hurka for several years for our calibration needs. Their services and responses to questions and concerns have always been handled professionally and efficiently.” — Lourdes Matos
That experience reflects what we work toward with every calibration job. Turnaround time matters. Documentation matters. And accuracy is non-negotiable.
What Manufacturers Ask Us Most
Over five decades of calibration work, certain questions come up repeatedly. Here are the ones we hear most often, along with direct answers.
Can a digital angle finder replace angle gage blocks?
No. A digital angle finder still needs calibration, and that calibration must trace back to a physical reference standard. Angle gage blocks are the physical standard. Take them out of the traceability chain, and you break the documented link back to NIST. The digital tool does not replace the block. It depends on it.
How many blocks does a facility actually need?
A set covering degrees, minutes, and seconds gives you the ability to build virtually any angle by stacking blocks. For most production environments, a 16-piece set handles the majority of applications. Facilities with tighter angular tolerances or broader angular ranges may need extended sets. Our team at F. D. Hurka Metrology can review your inspection requirements and advise on the right configuration.
What is the real risk of running with uncalibrated angle blocks?
Every measurement referenced to an out-of-calibration block carries unquantified error. That error is invisible until something fails. Parts may pass inspection incorrectly or get rejected without cause. Both outcomes cost money. One damages your customer. The other wastes production. Neither is acceptable in an audited quality system.
Does the lab’s accreditation status change anything?
Yes. ISO/IEC 17025 accreditation means the lab has been independently assessed for technical competence, not just paperwork compliance. A certificate from an accredited lab like F. D. Hurka Metrology carries documented traceability that auditors recognize. A certificate from a non-accredited source may not satisfy ISO 9001, AS9100, or IATF 16949 audit requirements, regardless of how it looks on paper.
Bringing It Together
Angle gage blocks are not a legacy tool waiting to be replaced. They are the physical foundation of angular measurement traceability in every calibration lab that operates to modern standards. Digital systems measure against references. Calibration gage blocks are those references.
F. D. Hurka Company has provided accredited calibration services, equipment calibration services, and technical support to manufacturers across nine Southeastern states since 1970. Our ISO/IEC 17025 accreditation, combined with 3 to 5 day standard turnaround and competitive pricing, makes us the practical choice for facilities that cannot afford uncertainty in their measurement systems. Contact us to schedule your angle calibration services today.

Chuck Meredith is a military veteran with over two decades of experience at FD Hurka Metrology. Since joining the company in 1999, Chuck dedicated 20 years to sales before stepping into the role of President in January 2020. Passionate about people and service, Chuck takes pride in ensuring FD Hurka provides exceptional gaging and calibration solutions to its customers.
GET IN TOUCH
Shipping Address
Mailing Address
Phone Number
Fax Number
CONTACT
To request specific information or to have someone from the F. D. Hurka Metrology contact you, please fill out the contact form or click the button below to request a quote: