
Coordinate measuring machines are built for precision, but precision is never automatic. Even a capable machine can produce unreliable results when the setup, environment, probe system, or measurement routine is not properly controlled. That is why understanding CMM Accuracy Errors matters to anyone responsible for inspection, calibration, or dimensional verification. NIST notes that CMM measurements involve multiple sources of uncertainty, while Hexagon states plainly that CMM accuracy depends on the ambient thermal environment in which the machine operates.
In practical terms, CMM Accuracy Errors usually do not come from one dramatic failure. More often, they build from smaller issues that are easy to overlook: a part that has not thermally stabilized, a stylus that is too long or not rigid enough, a dirty qualification sphere, a fixture that does not hold the part securely, or a measurement routine that changes probe behavior without proper requalification. When those factors combine, measurement confidence can drop even if the machine appears to be running normally.
Temperature and Thermal Gradients
 One of the most common causes of CMM Accuracy Errors is temperature. Hexagon explains that changes in temperature cause CMM scales, machine structure, and the artifacts being measured to expand, contract, and sometimes distort in non-linear ways. NIST also discusses thermal expansion of parts and notes that non-uniform, changing temperatures in a workpiece can create significant measurement problems, especially when the part has not reached thermal equilibrium.
One of the most common causes of CMM Accuracy Errors is temperature. Hexagon explains that changes in temperature cause CMM scales, machine structure, and the artifacts being measured to expand, contract, and sometimes distort in non-linear ways. NIST also discusses thermal expansion of parts and notes that non-uniform, changing temperatures in a workpiece can create significant measurement problems, especially when the part has not reached thermal equilibrium.
This matters because a CMM does not measure in a vacuum. It measures a real part in a real environment. If a component comes directly from machining, storage, or a production area with a different temperature, its dimensions may not yet reflect stable conditions. The same applies to the machine structure itself. NIST further notes that thermally induced errors can also affect CMM scales and machine geometry, and that temperature gradients and time-dependent temperature changes can create additional uncertainty.
Preventing this category of CMM Accuracy Errors starts with environmental control and patience. Parts should be allowed to stabilize before inspection, and the measuring area should be kept as consistent as possible. That is also one reason a controlled calibration environment matters: at FD Hurka Metrology our in-house laboratory is temperature and humidity controlled and certified to ISO 17025:2017 standards with A2LA accreditation.
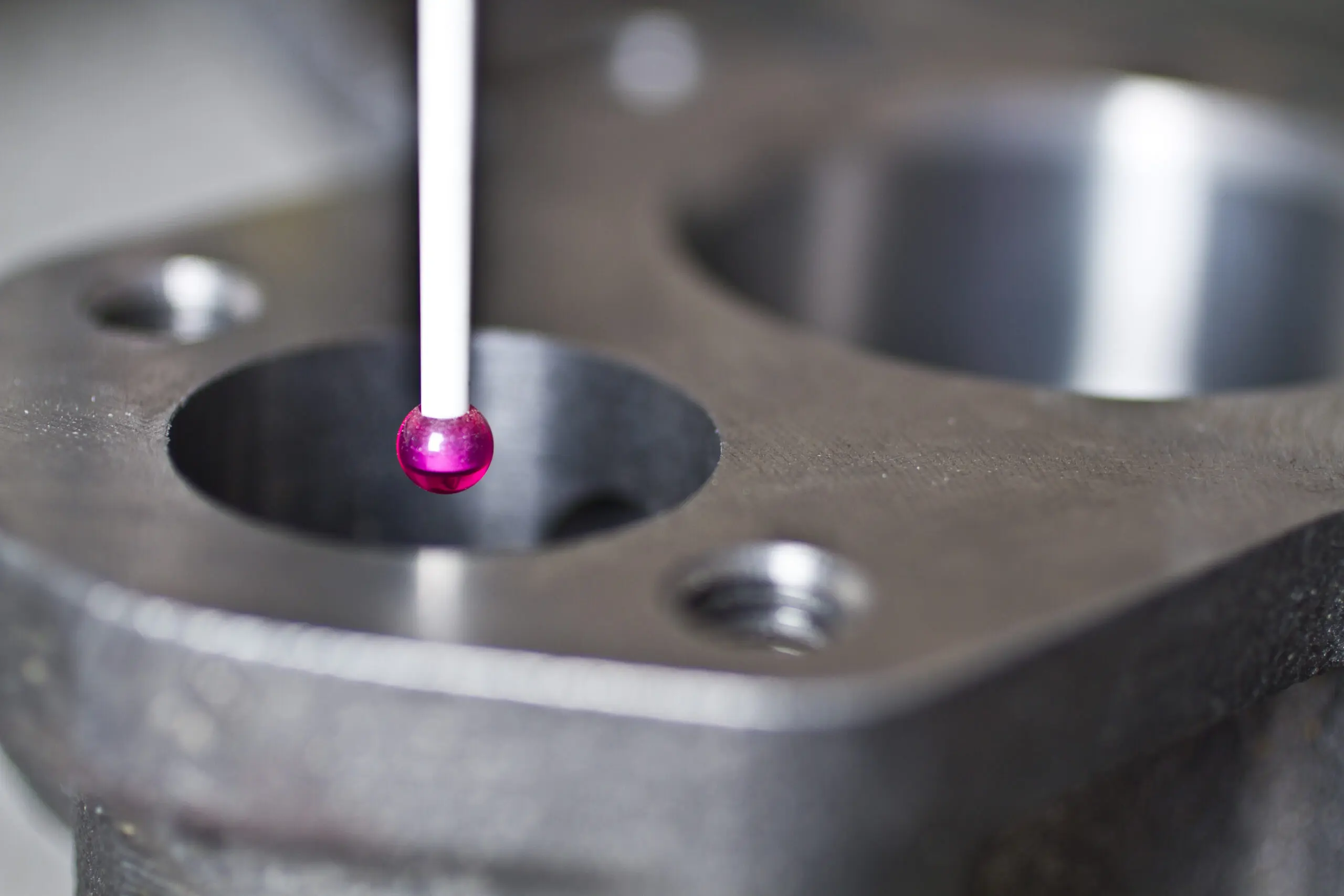
Probe Qualification and Stylus Problems
Another major source of CMM Accuracy Errors is the probe system. NIST’s discussion of CMM uncertainty explains that touch-trigger probes can have direction-dependent errors, that stylus length affects probe behavior, and that errors become larger when multiple styli or multiple probe head positions are used without properly accounting for offset vectors and repeatability. NIST also notes that user-selected operating parameters such as probe approach speed, direction, and acceleration affect the resulting error introduced by the CMM and probe.
In everyday use, this means the stylus setup matters more than many people expect. Renishaw’s troubleshooting guidance says poor measuring performance can be caused by a stylus configuration that is too long or not rigid, poor stylus assembly, contamination or damage on the stylus ball, or trigger force that is too high. The same guidance recommends shorter, stiffer stylus configurations, keeping joints clean and secure, and cleaning damaged or contaminated stylus balls thoroughly.
A practical way to reduce these CMM Accuracy Errors is to keep stylus assemblies as simple and rigid as the application allows, verify that probe settings match the actual stylus in use, and requalify whenever a meaningful change is made to the probe setup or measurement routine. Hexagon’s probe-check guidance also emphasizes confirming that the software uses the certified diameter of the qualification sphere and that the stylus diameter and length in software match the real stylus.
Contamination and Cleanliness Issues
Cleanliness is an underrated contributor to CMM Accuracy Errors. A dirty stylus, qualification sphere, fixture contact point, or reference surface can shift results before anyone realizes there is a problem. Hexagon recommends wiping the qualification sphere and checking that the stylus is tight and clean during diagnosis. Renishaw likewise instructs users to inspect the stylus ball for contamination, confirm the probe head is securely located, make sure pivot and measuring balls are perfectly clean, and allow the setup to thermally stabilize before use.
The reason is straightforward. A CMM reports what the probe interacts with. If contamination changes that contact, the measurement can shift. Small contamination problems may create repeatable but incorrect results, which can be harder to detect than a complete failure. Preventing these CMM Accuracy Errors means having routine cleaning practices for styli, qualification artifacts, fixtures, and part contact areas, and making those checks part of standard operating discipline rather than a reaction to a bad result.
Insecure Fixturing and Part Restraint
A CMM can only measure the part that is actually being held in place. If the fixture distorts the part, blocks access, or allows subtle movement, accuracy can suffer. Hexagon states that fixturing should hold the part very securely while still allowing maximum access for the measurement probe, and that complex components often need special fixturing systems to be inspected correctly and accurately.
That makes fixturing a frequent source of CMM Accuracy Errors, especially when setups are improvised. Too much clamping can distort thin or flexible components. Too little restraint can allow shifting during probing. Poor fixture placement can also force awkward stylus access or create avoidable probe changes, adding more variation into the measurement routine. Preventing this type of error means using fixtures that secure the part without changing its geometry more than necessary and that support consistent orientation from one run to the next.
Programming, Sampling, and Operating Parameters
Not all CMM Accuracy Errors are mechanical. Some come from how the measurement is programmed. NIST notes that sampling strategy affects CMM results and that operating parameters such as approach speed, direction, acceleration, and approach distance influence measurement uncertainty. NIST also warns that if a user changes probe approach distance without requalifying the probe, significant errors can be introduced.
This is important because two programs can measure the same feature differently if they use different point distributions, different probe paths, different stylus orientations, or different motion settings. A result can look precise while still being sensitive to programming choices. Preventing these CMM Accuracy Errors means standardizing measurement routines, limiting unnecessary parameter changes, and validating programs against known references or internal verification routines before relying on them for production decisions.
Multiple Styli and Probe Head Positions
Many CMM applications require more than one stylus or more than one probe head position. That can be efficient, but it also creates more ways for error to enter the process. NIST explains that when multiple styli or multiple probe orientations are used in a single measurement, errors in stylus ball diameter, probe offset vectors, and probe head repeatability can become measurement errors. NIST also states that these effects must be assessed when evaluating measurement uncertainty.
In other words, more flexibility can mean more opportunity for CMM Accuracy Errors if the setup is not tightly controlled. Good practice includes qualifying each stylus correctly, confirming offset data is current, minimizing unnecessary probe changes, and reviewing whether the chosen probe configuration is truly needed for the feature set being measured. Simpler setups often reduce risk.
Calibration, Verification, and Traceability
Even when a CMM is mechanically sound, CMM Accuracy Errors can still grow if calibration and verification practices are weak. NIST defines metrological traceability as relating a measurement result to a reference through a documented, unbroken chain of comparisons, each contributing to uncertainty. NIST also says it does not recommend one fixed recalibration interval for all instruments; intervals depend on factors such as stability, environmental influences, and application requirements.
That guidance matters because prevention is not just about reacting to bad readings. It is about building a system that catches drift before it affects decisions. Regular calibration, interim verification, trend review, and documented traceability all help limit CMM Accuracy Errors over time. At FD Hurka Metrology we offer both in-house and on-site calibration services for precise measurement instruments, along with support and training, which reflects the importance of both technical calibration and disciplined use.
 How to Prevent CMM Accuracy Errors in Daily Practice
How to Prevent CMM Accuracy Errors in Daily Practice
 How to Prevent CMM Accuracy Errors in Daily Practice
How to Prevent CMM Accuracy Errors in Daily PracticeThe most effective way to reduce CMM Accuracy Errors is to treat accuracy as a system, not a single event. That system starts with a stable environment, especially temperature control. It continues with thermally stable parts, clean and properly qualified probe assemblies, secure fixturing, and consistent programming. It also depends on regular calibration, documented traceability, and periodic checks against known artifacts to confirm that day-to-day performance still matches expectations.
Operator discipline is part of prevention as well. Renishaw’s setup guidance repeatedly points back to secure mounting, clean contact surfaces, and thermal stabilization. NIST’s uncertainty discussion likewise shows that user-selected parameters materially affect outcomes. That means prevention is not only about the machine builder or the calibration lab. It is also about how the equipment is handled every day on the floor or in the inspection room.
Avoid CMM Accuracy Errors With FD Hurka Metrology
If you want to discuss calibration practices, measurement support, or inspection capabilities with a company that offers in-house calibration, on-site calibration, a contract inspection lab, and support and training, contact FD Hurka Metrology at 704-552-0008.
10 Common FAQs
-
What are CMM Accuracy Errors?
CMM Accuracy Errors are measurement problems that affect how precisely a coordinate measuring machine reports dimensions, positions, and geometric features.
-
What is one of the most common causes of CMM Accuracy Errors?
Temperature variation is one of the most common causes because both the CMM and the part being measured can expand or contract when conditions change.
-
Why does part temperature matter during CMM inspection?
If a part has not stabilized to the measuring environment, its dimensions may not reflect its true size, which can lead to inaccurate results.
-
How can the probe setup affect CMM Accuracy Errors?
Long, flexible, damaged, or poorly assembled stylus setups can reduce measurement reliability and introduce unnecessary variation.
-
Can dirt or contamination cause CMM Accuracy Errors?
Yes. Dust, oil, residue, or contamination on the stylus, qualification sphere, fixture, or part can affect contact points and shift measurement results.
-
How does fixturing influence CMM accuracy?
Poor fixturing can allow the part to move, distort the part, or create inconsistent positioning, all of which can affect measurement quality.
-
Can programming choices contribute to CMM Accuracy Errors?
Yes. Probe path, sampling strategy, approach speed, and measurement routine settings can all influence the final result.
-
Why is calibration important for preventing CMM Accuracy Errors?
Calibration helps verify that the machine is performing correctly and supports measurement traceability, which improves confidence in the results.
-
Do multiple styli or probe head positions increase risk?
They can. Using multiple styli or probe positions adds complexity and may introduce more opportunities for offset or repeatability issues if not properly qualified.
-
How can facilities help prevent CMM Accuracy Errors?
Facilities can reduce errors by controlling the environment, allowing parts to stabilize, keeping equipment clean, using proper fixturing, maintaining probe setups, and following consistent calibration and verification practices.

Chuck Meredith is a military veteran with over two decades of experience at FD Hurka Metrology. Since joining the company in 1999, Chuck dedicated 20 years to sales before stepping into the role of President in January 2020. Passionate about people and service, Chuck takes pride in ensuring FD Hurka provides exceptional gaging and calibration solutions to its customers.
GET IN TOUCH
Shipping Address
Mailing Address
Phone Number
Fax Number
CONTACT
To request specific information or to have someone from the F. D. Hurka Metrology contact you, please fill out the contact form or click the button below to request a quote: